Grease lubricant, use and characteristic
Greases are semi-liquid or solid lubricants manufactured on basis of condensed base oil – mineral or synthetic. They also contain special additives preventing from corrosion and oxidation, increasing oil-film persistence, enhancing grease adhesion to metal surfaces. Nomenclature of greases made from mineral oil depends on used densifier, e.g. aluminium (Al), barium (Ba), calcium (Ca), potassium (K), lithium (Li), sodium (Na), lead (Pb). Most common are lithium greases base on lithium 12-hydroxystearate, a soap densifier. There also exist proven non-soap densifiers, the most common is bentonite. Synthetic based greases are also produced e.g. ester, silicone along with greases based on mineral oil condensed with polyurea. Their distinctive feature is that they can be used in higher operating temperatures. Taking into consideration greases diversity, selection of proper one for special operating conditions of rolling bearing should consulted with professionals specialized in that field. Greases for rolling bearing should not contain contaminants such as: dust, sand, hard particles of foreign materials, chemically active additive (e.g. water, acids) which could cause the corrosion.
Grease operating temperature
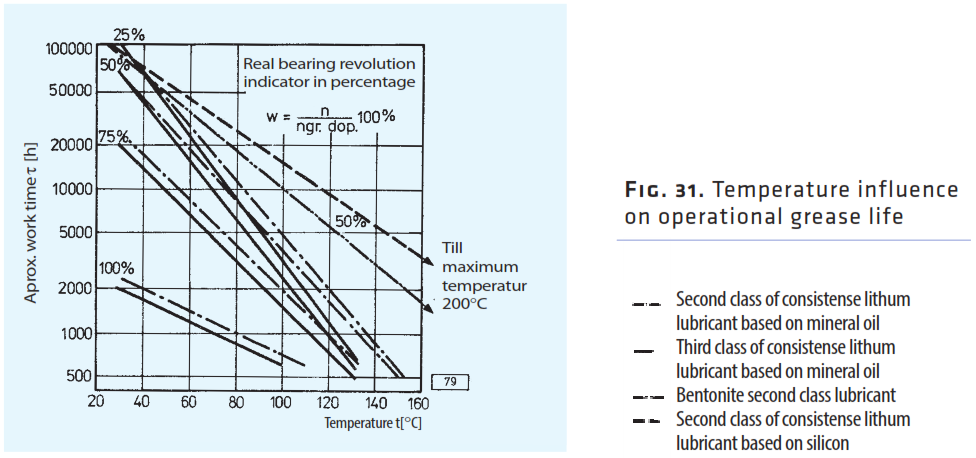
Other important issue is grease work in eleva- ted temperatures. Along with temperature increase grease oxidation proceeds, unwanted thermal transformation occurs faster, evaporation of base oil is quicker.
It has great relevance in temperatures above 80°C and causes considerable shortening of grease life (e.g. from couple thousands hours in 70÷80°C to couple hundreds hours in 140÷150°C). Grease selection for higher temperatures (200÷300°C) requires special laboratory and operational researcher.
Fig. 31 shows bearing’s temperature influence on operational life for most common greases.
Bearing load
Increase of load of working bearing causes its temperature to increase which speeds up grease wear, decreases its life and reduces maximum speed at which bearing can be operated.
As the load grows the rotational speed should be decreased in case of grease lubrication. In the instance of dynamic loads it is recommended to use higher consistency grade grease (e.g. 3 grade). Bearings working under particularly severe loads or shock loads should be lubricated with greases with special antiwear and anti-scoring additives, so called EP greases (extreme pressure).
Design characteristics
Grease working conditions are worse in roller bearings than in ball bearings. Despite this, both in ball and roller bearings the same types of greases are commonly used. It is recommended that greases for roller bearings should have lower consistency grade (0 or 1) and should be made from base oils of higher viscosity. Bearing size has also influence on grease selection because along with the bearing size (at constant revolutions) speed of rolling elements increases as so the centrifugal force that repels the grease. It is advised as for bearings with outer diameter greater than aprox. 65 mm to use greases with higher consistency grade 3.
Relubrication periods
Little amounts of grease are needed for proper work of rolling bearings Excess of grease causes temperature growth which can lead to grease disintegration and loss of its lubricating properties. Excess of grease or oil in the bearing is particularly harmful at high rotational speeds. It has been elaborated that in many cases grease excess was a major cause of bearings failure. Every utilized grease lose its lubricating properties after some period of time both in stationary and in rotating bearings. That is why periodic grease exchange is needed. Time after which grease should be partially or fully exchange is called relubrication period and it is presented as bearing working hours. Relubrication periods depends on following factors: type and size of bearing, revolutions, sealing type and environmental conditions, load magnitude, operating temperature, grease type and quality.
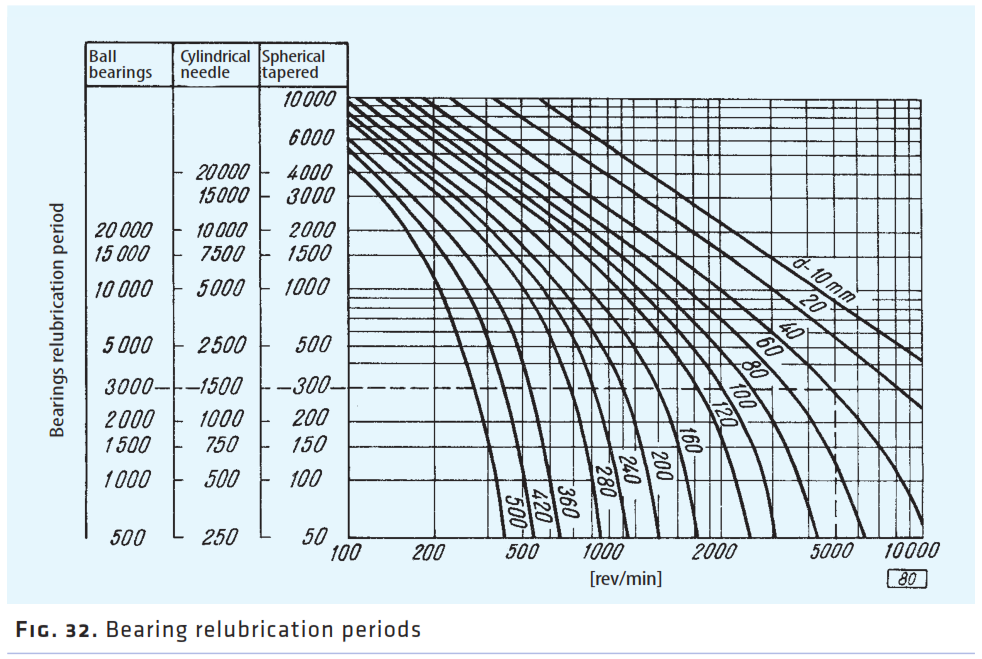
Relubrication periods are shown in the plot on Fig. 32. They correspond to moderate operating condition i.e. not to high loads and temperatures as for particular grease along with good sealing of bearing assembly. As for the temperatures higher than 70°C time has to be reduced by half on every 15÷20°C of overrun.
Relubrication periods provided on the plot - depending on bearing type – for safety reasons are 3 to 4 times shorter than real operational grease life.
Fig. 32 shows as for example that for ball bearing working at 5000 rev/min relubrication period is 3000 h.
Grease quantity needed for total exchange or for first lubrication is described by following formula:
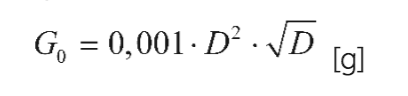
where:
G0 – grease quantity [g],
D – bearing outer diameter [mm].
Quantity of grease needed for supplementation is described by the formula:
where:
G - grease quantity [g],
D – bearing outer diameter [mm],
B – bearing height [mm].
Greasing procedures
Bearings lubrication with grease depends on assembly design and lubrication type. In general small devices and machinery are disassembled for regreasing which gives opportunity for bearing washing, inspection and if its condition allow for further work – filling with new grease.
In case of machinery that is working non-stop for few months the rolling bearings needs fresh grease fed and used one removal without stopping a machine. Machines working with high revolution speeds are equipped with automatic greasing system. It prevent bearing overfill and automatically remove used grease simultaneously eliminating grease starvation issue. In theory, the bearing assembly equipped with automatic greasing system may operate continuously till bearing service life end. In order to avoid bearing overfill it should be abide to fill the bearing up to 30÷50% of free space volume. Whole housing may be filled with grease only in case of small speeds and when good corrosion protection is required. Special attention should be kept when mixing different kind of grease if such situation is necessary.
Greases based on similar base oil and filler may be mixed e.g. sodium grease may be mixed with other sodium grease.
In some cases it is allowable to mix lithium and calcium grease but it is prohibited to mix them with sodium based grease.
Oil lubrication
Bearing technology utilizes the following oil lubrication methods:
- oil bath lubrication,
- circulating oil lubrication,
- oil mist lubrication.
Circulating oil lubrication
Circulating oil lubrication is a lubrication type in which oil flow is forced through the bearing. Forced oil flow may be induced by special pump, often connected with oil cooling device or with specially designed elements placed on rotating shaft which are responsible of oil channelling through bearing. Special cases of circulating oil lubrication is oil-splash lubrication mainly used in gearboxes. Oil is channelled through the bearing by mean of splash caused by toothed gear.
Oil mist lubrication
Oil mist lubrication is mainly utilized in case of great revolution speed. Oil mist particles are atomized by compressed air (0,05 to 0,1 MPa) so the bearing is simultaneously cooled and lubricated.
Oil mist lubrication is used mainly:
- at great rotational speeds, where d x n product is over 100000;
- due to increased ambient temperature, when heavy cooling and lubrication is required;
- in cases when bearing should be protected from contaminants such as dust, dirt, acid vapours, i.e. when isolation from environment is required;
- when bearings work with preload, e.g. grinding spindles.
The main oil-mist lubrication drawback is necessity to install special equipment which consist of compressor, filters, lubricator which are needed to mix oil with air. Additional barrier is necessity of protecting the environment from oil mist that is getting out from the bearing.
Oil selection
The most important factor that is taken into consideration during oil selection as bearing lubricant is its viscosity. In order to form oil-film of proper thickness on the rolling elements - raceway contact point oil has to present certain minimal viscosity at bearing operating temperature.
In case of too small viscosity of oil the earlier wear of bearing or even failure will occur. On the other hand oil with to big viscosity will cause rolling resistance to increase and in consequence temperature growth.
Oil and grease viscosity parameter selection
Selection of a lubricant with proper (for given operating conditions) viscosity is important factor which determines achieving of assumed durability of bearing assembly.
The method for lubricant viscosity selection and bearing durability assessment (for different lubricant viscosity the required v0) has been elaborated.
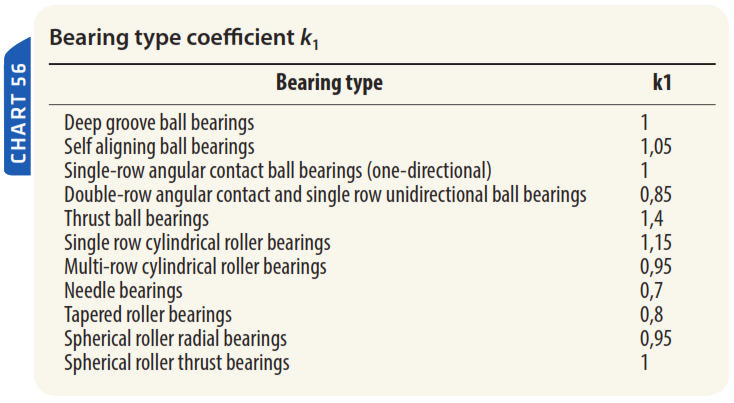
In order to select oil viscosity one have to use Fig. 33 – 36 utilizing following guidelines:
- for given bearing type select from Chart 56 value of coefficient k1,
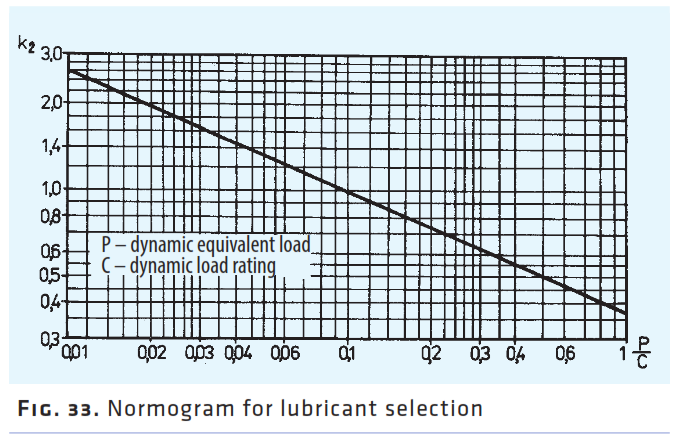
- from Fig. 33 determine value of k2 coefficient basing on dynamic rating load and highest equivalent load from those occurring in work cycle,
- basing on bore diameter d and outer diameter D of the bearing and k1 and k2 coefficients calculate equivalent diameter dz of bearing using formula:
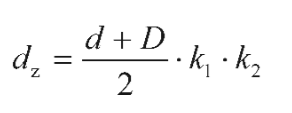
- basing on equivalent diameter dz and rotational speed n of inner ring with regard to outer ring elaborate from Fig. 34 required viscosity v0 or recommended vz,
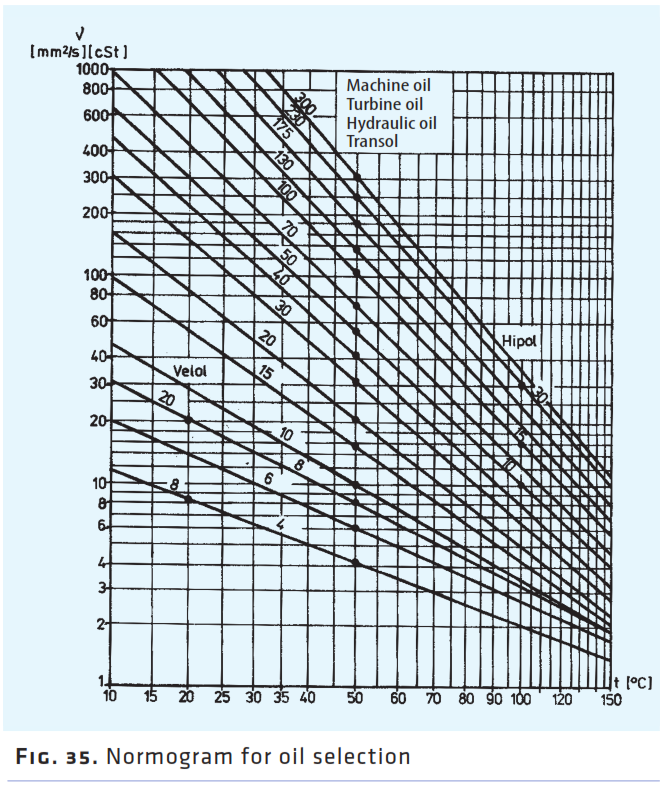
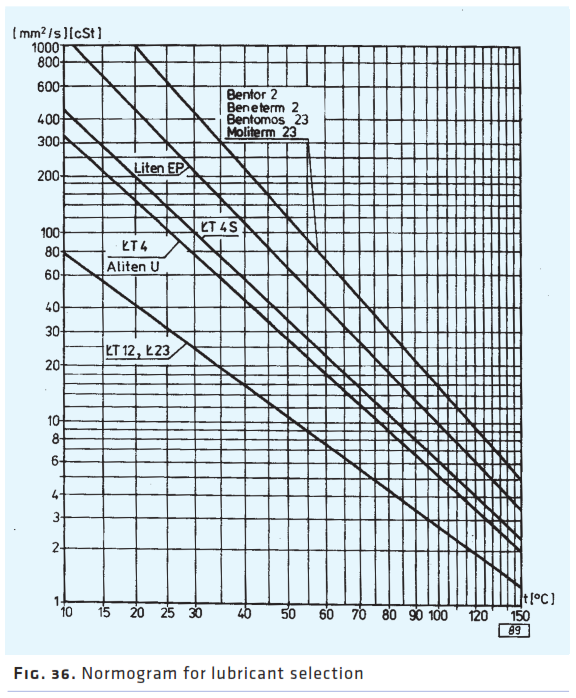
- basing on bearing assembly temperature t and v0 or vz dviscosity select appropriate lubricant basing on Fig. 35 (for oil) or Fig 36 (for grease).
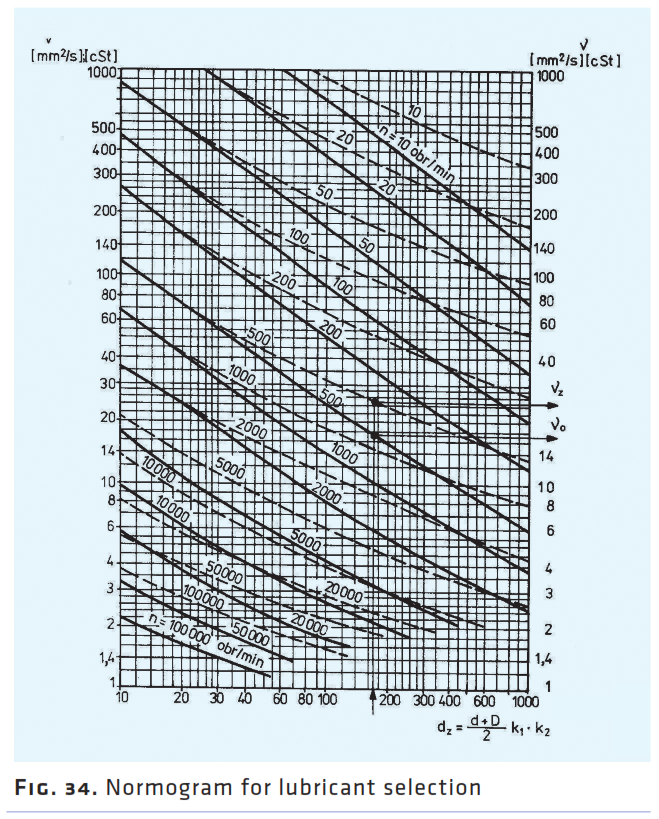
Fig. 34 shows exemplary method of checking required and recommended value of oil viscosity for:
dz = 170 mm and n = 500 rev/min
Results
and
Normogram for lubricating oil has been elaborated for oil-bath or circulating oil cases. In case of oil-mist or grease lubrication to achieve better durability the viscosity value may be increased by a 2 or 3 times.
Beside required viscosity v0, (arising from dynamic load rating C and equivalent load C) Fig. 34 also shows recommended vz viscosity characteristic (dashed line) due to possibility of achieving maximum durability when using oil-bath lubrication. Utilizing oil with required viscosity helps to achieve nominal load rating where oil with recommended viscosity value allows to achieve maximal durability in most common lubrication conditions i.e. oil-bath with slow oil exchange.
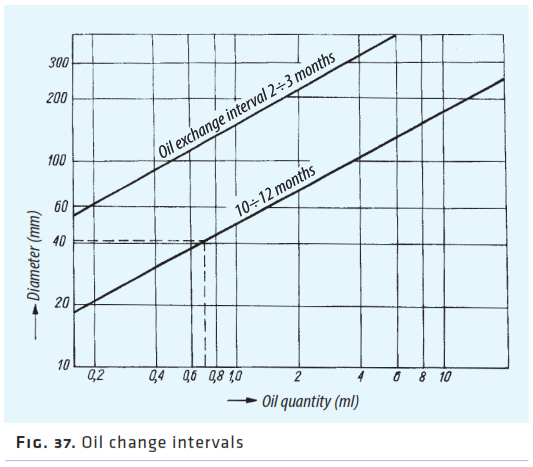
Oil change intervals
Oil change intervals depends on its deterioration level, operating temperature and contamination.< br />This level can be established by colour comparison of old and new oil basing on practical experience with particular oil type. Oil change interval specifies maximum use time presented in hours during which time no negative signs of oil deterioration has been spotted.
Aproximate oil change interval has been presented in Fig. 37.
Because oil deterioration is connected with changes in its chemical composition, mainly because of oxidation, the oil change intervals should be established basing on last change date not on bearing operation time.